How Qube’s Continuous Monitoring Caught a Regulator Malfunction and Saved $9,000
A malfunctioning back pressure regulator at a tank and separator went undetected until Qube’s continuous monitoring flagged it. Here's how real-time data and notifications prevented a costly cascade of equipment failures.
Introduction
In oil and gas operations, when equipment failures happen, they need to be discovered as soon as possible and preferably in the lead up. Individual equipment issues like a malfunctioning regulator, a leaking hatch, or corroded seals can be small fixes on their own but left undetected, they can compound into costly equipment damage, potential regulatory exposure and unplanned downtime. This case study examines how one operator avoided more than $9,000 in indirect equipment costs by catching a regulator malfunction early through real-time continuous emissions monitoring.
The Problem: Rising Emissions Spike
Detection began when Qube's continuous monitoring system flagged elevated emissions at a tank and separator. Short-duration rate spikes triggered automated alarm notifications, putting the operations team on immediate alert. Over the following week, the 7-day rolling emission rate climbed toward the 15 kg/h regulatory screening threshold. If the threshold was crossed, it would trigger mandatory reporting obligations under EPA’s NSPS OOOOb/c. Without continuous monitoring in place, these early warning signs would have gone unnoticed until a scheduled manual inspection.
The Investigation: Connecting Continuous Monitoring and SCADA Data
Before dispatching a field tech to site, the operations team conducted a structured data review. Continuous monitoring readings were cross-referenced with SCADA tank pressure data, allowing the team to trace the emissions pattern to a specific operational cause: excess gas was being routed to the tanks rather than following its intended path through the system. Integrating monitoring data with process data gives a comprehensive diagnosis. Importantly, this information can then serve as a fingerprint for future diagnoses. Future events can be actioned with reduced investigative time and field crew exposure.
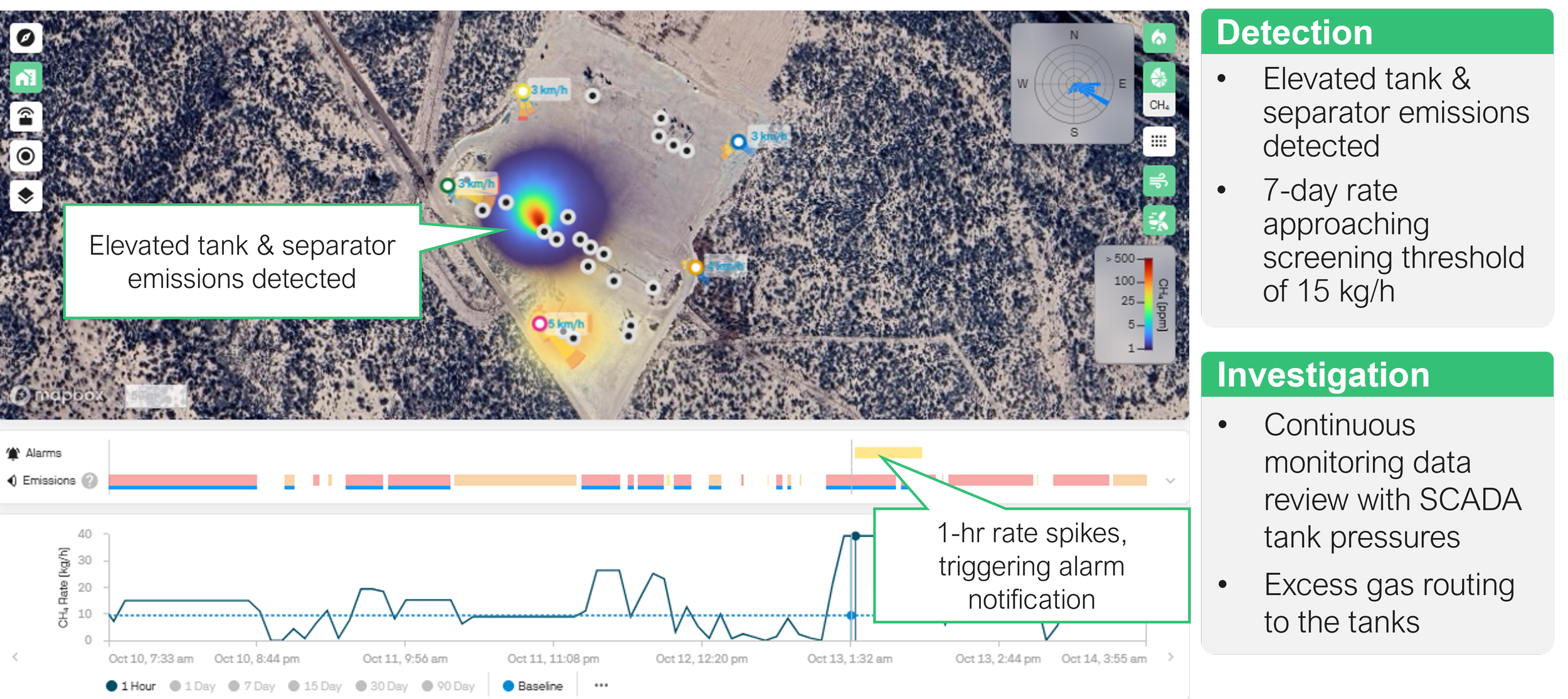
Emissions and simulated plume visualized at the tank and separator areas on Qube’s platform. Alarm notifications were delivered to operators as the 1-hour rate spiked above baseline levels.
Root Cause: Three Compounding Failures
Field investigation confirmed three concurrent equipment failures working together to drive emissions above threshold. The primary culprit was a malfunctioning back pressure regulator on the flash gas separator of the dehydration unit skid. When this component fails, it disrupts pressure control across the entire separator system. A leaking thief hatch was also identified, allowing vapors to escape the tank that would otherwise remain in the controlled system. Finally, corroded Enardo sealing surfaces were found to be compromised, preventing proper vapor containment. Any one of these issues might have been tolerable (and less noticeable); together, they created a sustained, measurable emissions spike that Qube’s continuous monitoring system was designed to catch.
Outcome: Fast Repairs, Verified Results
With root causes confirmed, repairs were completed methodically: the back pressure regulator was replaced, the thief hatch was repaired, and the Enardo sealing surfaces were restored. Following the repair window, the monitoring system provided immediate confirmation that the emissions dropped back below baseline levels. The site subsequently passed its regulatory screening period, avoiding any compliance escalation. The value of continuous monitoring as a verification tool here is as important as its detection capability: operators could see, in real time, that the repairs had worked without having to return to site for verification

We can see on the CH4 emissions graph the timing when operators were notified and verification of emissions dropping below the baseline following repairs.
Business Impact: $9,000 in Avoided Costs
The most significant business outcome from this case study wasn't the emissions reduction itself but what the early detection prevented. By catching the broken regulator on the dehydration unit skid before pressure loss progressed, the operator avoided dry pumping conditions in the glycol system, which can rapidly damage glycol pumps and ultimately necessitate replacement of the full glycol storage system. The indirect cost savings from avoiding these downstream equipment failures totaled $9,000. For a single site event, caught early through continuous monitoring, that figure demonstrates a clear return on monitoring investment. Furthermore, it doesn't account for the avoided regulatory costs, inspection labor, or hit to sustainability reporting had the event crossed the screening threshold.
Key Takeaway
This case study illustrates what operations and environmental teams increasingly recognize: continuous monitoring is an established tool for detecting equipment issues before they escalate to full-on outages. Real-time data narrows the gap between failure and detection, enables informed field investigation, accelerates repair verification, and prevents small malfunctions from becoming expensive equipment events. For operators managing multiple facilities across large asset bases, that value compounds with every site added to the monitoring network.